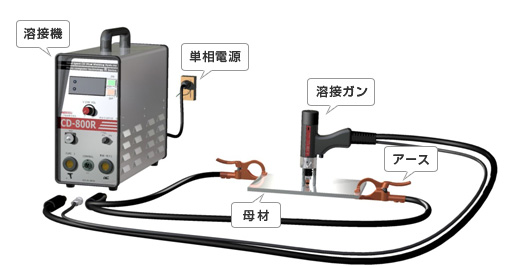
CD(Capacitor Discharge)方式スタッド溶接システムは、独自の設計・性能を備えたコンデンサ群に蓄積されたエネルギーを利用した瞬間溶接システムで、薄板やデリケートな表面処理母材に対する溶接に適しており、他の溶接方法では不可能な特徴を持っています。
あらかじめスタッド母材に圧接し放電、溶接する方法で、軟鋼・ステンレス鋼・黄銅・銅スタッドに適しています。

スタッドを母材より離した位置から溶接サイクルをスタートさせることにより、加速が付き母材に接触、放電、溶接する方法で、アルミニウム鋼の溶接に適しています。また、細径スタッドの溶接にも有効です。
| 母材 | スタッド(stud) | ||||
|---|---|---|---|---|---|
| 軟鋼 | ステンレス鋼 | 黄銅 | 銅 | アルミニウム | |
| 一般構造用圧延鋼材SS | ◎ | ◎ | ○ | ○ | × |
| 冷間圧延板鋼材SPCC | ◎ | ◎ | ○ | ○ | × |
| 亜鉛鉄板 | ◎ | ◎ | ○ | △ | × |
| ステンレス鋼板SUS304 | ◎ | ◎ | ◎ | ○ | × |
| 黄銅(真鍮)(鉛 含有なし) | ○ | ○ | △ | △ | × |
| アルミニウム1000番・5000番 | × | × | × | × | ○ |
溶接性;◎最適 ・ 適当 ・ △要調整 ・ ×不適当
スタッドと母材の溶接適合の「目安」です。実際の溶接可否につきましてはお問合せください。
| 材質 | スタッドねじ径 | 破壊荷重 | ||
|---|---|---|---|---|
| 引張(N) | せん断(N) | トルク(N・m) | ||
| MS(軟鋼) | M3×0.5 | 2110 | 1266 | 1.3 |
| M4×0.7 | 3785 | 2271 | 3.0 | |
| M5×0.8 | 5581 | 3348 | 5.6 | |
| M6×1.0 | 8197 | 4918 | 9.8 | |
| M8×1.25 | 15848 | 9509 | 24.1 | |
| M10×1.5 | 24128 | 14477 | 47.3 | |
| SUS(SUS304) | M3×0.5 | 3092 | 1855 | 2.1 |
| M4×0.7 | 5527 | 3316 | 4.4 | |
| M5×0.8 | 9304 | 5582 | 8.6 | |
| M6×1.0 | 12853 | 7712 | 15.9 | |
| M8×1.25 | 23865 | 14319 | 37.8 | |
| AL(A1050) | M3×0.5 | 597 | 334 | 0.4 |
| M4×0.7 | 1051 | 589 | 0.9 | |
| M5×0.8 | 1712 | 959 | 1.9 | |
| M6×1.0 | 2381 | 1333 | 2.6 | |
注)CDスタッドの荷重を保証するものではありません。
注)荷重は母材材質・板厚等により異なります。事前にテストを行い確認してください。
注)実際の設計には、適切な安全率を考慮して下さい。
注)大きすぎるポンチ穴は、溶接不良の原因になります。
| スタッドねじ径 | ポンチ穴寸法(㎜) | |
|---|---|---|
| ΦA | B | |
| M3 | 〜0.7 | 〜0.35 |
| M4 | 〜0.8 | 〜0.40 |
| M5 | 〜0.9 | 〜0.45 |
| M6 | 〜1.0 | 〜0.50 |
| M8 | 〜1.2 | 〜0.60 |
| M10 | 〜1.4 | 〜0.70 |
| M12 | 〜1.8 | 〜0.90 |
故障と思われる症状が起こった場合、以下の症状をお確かめください。
| [ 溶接機症状 ] | |
|---|---|
| 電源が入らない | 電源ケーブルを正常に接続してください。 |
| ガンスイッチを押しても起動しない | アースを母材に正しくクランプしてください 。 |
| ガンケーブルやコントロールケーブルが正しく接続されているか確認してください。 | |
| 母材の表面に絶縁皮膜があると通電しません。 アースをクランプする箇所と溶接箇所の塗装や絶縁皮膜を除去してください。 |
|
| ガンスイッチを入れていないのに起動する | 近くで他の機械を同時使用している際、まれにノイズの影響を受けることがあります。 |
| 同じ母材に他溶接機のアースも取っている、または同じ定盤を併用している場合は単独でのご使用をお奨めします。 | |
| 溶接したスタッドが外れてしまう。 | 適切な電圧設定になっているか、ご確認ください。 加圧設定・ポンチ穴サイズ・スケール付着・アース位置等も要因となりますので、お問合せください。 |